
-
-
Центр продукции

-
-
-
-
-
-
Контакты нас.

-








Анализ причины разрушения винтовой бурильной штанги от резьбы
Время выхода:
2018-05-24
Автор:
Источник:
Резьба бурильной штанги представляет собой петлевидную коническую треугольную резьбу, обработанную в стандарте МТТ 521-2006 (её коническая конусность K = 1:16, 10 пряжек на дюйм и зубчатый угол 60 °). Резьба бурильной штанги в процессе бурения должна подвергаться воздействию растяжения, сжатия, изгиба, скручивания и их синтетических напряжений, а также концентрироваться на резьбовой части, поэтому в основном происходит разрыв резьбы. Когда буровая штанга и приемная резьба соединяются в соответствии с требованиями, поскольку поперечное сечение хвостовой части резьбы бурильной трубы является мутировавшим поперечным сечением, разрыв в основном происходит здесь. В последние годы полевые обрывы бурильной штанги часто происходят в середине резьбы вблизи пятой пряжки конуса, и аварии происходят чаще.
Резьба бурильной штанги представляет собой петлевидную коническую треугольную резьбу, обработанную в стандарте МТТ 521-2006 (её коническая конусность K = 1:16, 10 пряжек на дюйм и зубчатый угол 60 °). Резьба бурильной штанги в процессе бурения должна подвергаться воздействию растяжения, сжатия, изгиба, скручивания и их синтетических напряжений, а также концентрироваться на резьбовой части, поэтому в основном происходит разрыв резьбы. Когда буровая штанга и приемная резьба соединяются в соответствии с требованиями, поскольку поперечное сечение хвостовой части резьбы бурильной трубы является мутировавшим поперечным сечением, разрыв в основном происходит здесь. В последние годы поломки бурильной штанги часто происходят в середине резьбы вблизи пятой пряжки конуса, и аварии происходят чаще, что затрудняет бурение. Поэтому изучение причин этого разрушения бурильной штанги и ее решений стало проблемой, которую нельзя игнорировать. В этой статье проводится предварительное обсуждение этого вопроса.
I. Анализ разрушения бурильной штанги от резьбы
Из анализа силы и расчета прочности при бурении пота, даже если бурильная труба работает при максимальной нагрузке, прочность ее резьбовой части может соответствовать требованиям. Так почему бурильная труба сломалась из пятой пряжки маленькой головки? Только из состояния соединения бурильной штанги и захвата.Качество соединения буровой штанги связано с качеством ее обработки. Качество обработки резьбы бурильной штанги включает в себя точность конуса и точность зубной формы. Среди них ошибка формы зуба в основном влияет на срок службы резьбы и не вызывает разрушения бурильной штанги, а точность конуса напрямую влияет на заднее количество бурильной штанги.
1. Конус резьбы бурильной штанги меньше, чем конус резьбы. Это соединение плотно прилегает только с несколькими пряжками на конце бурильной штанги, а зазор между другими резьбами увеличивается (Рисунок 1).
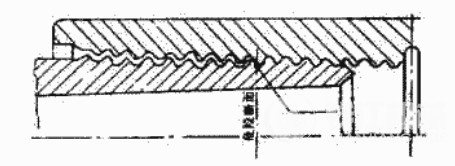
Рисунок 1 Соединение с конусом резьбы бурильной штанги меньше, чем конус захвата
Из расчета мы можем видеть, что когда ошибка конуса бурильной штанги и захвата составляет 20"На 34 "пятая пряжка бурильной трубы соответствует требованиям, а зазор в хвостовой части резьбы достигает около 0,3 мм. Если ошибка конусности между бурильной штаной и захватом составляет 30, задний зазор достигает 0,4 мм. В это время согласование 8-й пряжки бурильной штанги соответствует требованиям. Другими словами, чем больше погрешность конусности, тем меньше число тесно связанных витков резьбы. Поскольку соединенная резьбовая часть должна передавать рабочую нагрузку во время работы, а самая плотная пряжка имеет наибольшую нагрузку, а площадь поперечного сечения здесь намного меньше, чем у хвостовой части резьбы бурильной трубы, разрыв, вероятно, будет в самой плотной пряжке (например, при погрешности конуса 20 "24", раздел 5) происходит. Из расчета прочности видно, что при глубине отверстия 1000 м, когда бурильная колонна испытывает максимальную рабочую нагрузку, композитное напряжение на 5-й пряжке бурильной трубы превышает допустимое напряжение бурильной трубыΔКомплекс <[Δ]), То есть прочность трубы там больше не может соответствовать требованиям.
2... Конус резьбы бурильной штанги больше, чем конус резьбы
В этом случае резьбовой хвост бурильной штанги плотно соединен с резьбой приемного конца, в то время как резьбовой зазор в головке бурильной штанги является большим (фиг. 2).

Рисунок 2: Конус резьбы бурильной штанги больше, чем состояние соединения
В это время опасное поперечное сечение находится близко к хвостовой части резьбы бурильной штанги. Из-за большой площади поперечного сечения хвоста резьбы, как правило, его нелегко сломать, и только резьба будет деформирована и измотана под действием переменного напряжения, что приведет к выходу соединения из строя. Для этой ситуации эта статья не обсуждается.
Влияние процесса обработки на качество соединения буровой штанги
Как упоминалось ранее, проблема качества резьбы является важной причиной сломанной бурильной трубы. Качество обработки бурильной трубы зависит от процесса обработки. В настоящее время обработка резьбы бурильных труб выполняется на обычных токарных станках или на трубных токарных станках. Процесс обработки делится на два этапа: обработка конуса и обработка горения. Влияние этих двух этапов обработки на качество анализируется ниже.
1.Обработка конуса
Обработка конусов на обычных транспортных станках обычно выполняется путем вытягивания маленьких швабров. Есть также опорные пресс-формы, а на трубчатом токарном станке используется метод сцепки и опалубки. Общей проблемой для обоих способов является то, что точность углов конусности обрабатываемой детали зависит от точности скутерной пластины или вытягивания шаблоном. Поскольку на текущем графике обработки отмечены только значения конуса,
Чтобы отметить угол конуса, оператор должен рассчитать значение угла конуса, ошибка расчета может повлиять на точность угла конуса. Кроме того, большие, малые и малые швабры станка и тряска шаблона, деформация обрабатывающего инструмента также должны влиять на точность угла конуса обрабатываемых деталей.
2. Обработка резьбы
В настоящее время резьба бурильной штанги обычно обрабатывается ручным способом ловли, и некоторые из них также обрабатываются в форме с хорошими условиями. При обработке по пресс-форме, если угол наклона по пресс-форме соответствует требованиям, как правило, можно обработать квалифицированную коническую резьбу. Правило ручного ловли ножа требует, чтобы оператор непрерывно и равномерно вводил нож с движением токарного станка. Количество и количество ножа заготовки за неделю вращения
Соотношение между движением большой швабры должно соответствовать реляции X = tga · S: X-количество ножей (заготовка поворачивается на одну неделю);
Α-угол конуса!
S-расстояние перемещения швабры (заготовка поворачивается на одну неделю).
На самом деле, даже самым квалифицированным работникам трудно выполнить это требование. В этом случае конические резьбы, обработанные этим методом, не только имеют непоследовательную высоту спиральных зубов, но и часто разрушают качество конуса. Обычно конусы имеют вогнутую форму (рис. 3), а некоторые имеют выпуклую форму. При соединении вогнутая коническая резьба должна нести только несколько пряжек на голове, поэтомуОчень легко ломается.

Рисунок 3 Конус вВогнутая поверхностьКонус резьба
3... Методы проверки
Отдел разведки обрабатывает резьбу бурильной штанги, и многие из них используют свои собственные образцы для проверки. Его требование состоит в том, чтобы после затягивания образца и буровой штанги расстояние между концом образца и конечной точкой резьбы бурильной штанги составляло 6,5 мм (то есть 2,5 пряжки). Очевидно, что этот метод проверки может только проверить, можно ли затянуть бурильную штангу и захват, и не может проверить конусность и точность формы зуба резьбы втулки. Инспекция с помощью этого метода проверки не должна гарантировать качество продукта, это приведет к тому, что многие продукты с неквалифицированной конусной и зубчатой формой будут запущены в производство в качестве квалифицированных продуктов, что увеличит количество аварий при сломанных буровых штанг.
III. Рекомендации по улучшению качества обработки
1... Процесс обработки
А. Используйте конус и пресс-форму для обработки резьбы бурильной штанги, а метод ручной обработки отбрасывается.
B. Перед точением резьбы используйте стандартный конусный свет
Регулировка проверяет поверхность конуса. После обработки резьбы используйте квази-резьбовую резьбу, а затем проверьте резьбу, чтобы строго контролировать качество обработки каждого процесса.
2... Проверка продукции
A,Требования MTT 521-2006 (от имени национального стандарта) строго соблюдаются при проверке.
B. Качество конусности во время теста должно сочетаться с первым тестом и выборочной проверкой в течение периода.
C. После каждой проверки 100 изделий точность самого контроля (фотометра и шелка) должна быть проверена.
Разрыв бурильной штанги от резьбовой части является очень сложной проблемой, и причины этого явления также многогранны. В этой статье анализируется только причина разрушения бурильной штанги из состояния конической координации буровой штанги, чтобы улучшить метод обработки и улучшить качество обработки,Уменьшить количество аварий при бурении.
Ключевые слова:
Технологии Имин
Следующая страница:

